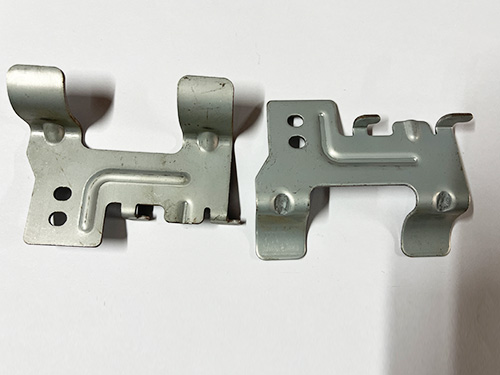




讲解金属拉伸件的注意事项跟拉伸时的常见问题和原因
<一>、讲解五金冲压拉伸件的注意事项
1.五金冲压拉伸件不可长期置放;
五金冲压拉伸件在深冲过程中,材料通常会开展加工硬化,提升材料的抗形变工作能力并减少延展性。例如不锈钢,加工硬化很严重,剩余应力非常大。深冲产品工件需通过退火处理来取消内应力,而且要尽早开展,不然深冲构件的口部会发生裂痕。金属拉丝后,没经热处理的铜等硬实材料做成的产品将无法保存。
2.有伤痕的毛胚不适合拉伸;
一些深冲零件对表层质量有很高的规定,例如不锈钢产品、车辆机壳等。假如应用含有凹坑或刮痕的不光滑表层开展深冲,这种缺点将不可置否地保存在商品上,乃至扩张,都会对后面过程造成不良影响并提升成本费。
3.拉伸不锈钢不可以造成刮痕;
伴随着我们生活水平的提升,现代厨房和淋浴室机器设备中采用了大批量的深冲不锈钢产品。如清洗槽、微波炉加热机壳、农用机械全自动洗衣机的连接管。这种产品对不锈钢产品的外型有很高的规定。拉制不锈钢时,非常容易粘在模貝上,会影响产品的品质。因而,需对不锈钢的金属拉丝开展润化。模貝材料由绵软的材料做成,而且不锈钢板上还贴有用以低合金板的防护膜。拉伸后,塑料薄膜被撕掉,这可以降低不锈钢产品上的应变力。
4.不锈钢拉延不可以过大;
不锈钢材料不容易拉伸,由于他们具备很高的抗压强度和严谨的加工硬化性,尤其是在多次拉伸的情形下。很多实践活动表明,材料的薄厚各种各样指数值R和硬化指数值n极地面影响了材料的極限拉伸指数。R值和n值越大,材料的拉伸特性越。简而言之,不锈钢的深冲有其性,通常不适合深冲,不然非常容易断裂。
<二>、金属五金拉伸件拉伸时的常见问题和原因
金属五金拉伸件问题解析及原因,现在,小编将和你一起了解:
1、拉伸的影响
金属五金拉伸件沿模口的材料流动阻力分布与拉伸深层直接相关。在凹凸曲线位置,金属五金拉伸件拉伸过大,会造成变形抗力分布不均匀和起皱,应尽量避免。
2、凹模圆角半径的影响
拉伸件模具圆角半径过大,毛坯通过模具圆角流入模具所产生的弯曲阻力小。弯曲阻力越小,越容易引起起皱。模具半径越小,抗弯能力越大,起皱的可能性越小,但在苏金属五金拉伸件中容易造成开裂和拉毛。
3、调整压边力的大小
当工件周围均匀产生褶皱时,应判断挤压力不足,可通过逐渐增大挤压力来去掉褶皱。金属五金拉伸件拉伸圆锥形件和半球形件时,大部分材料在拉伸开始时都是悬空的。容易产生侧壁起皱,所以除了增加压边力外,还需要增加板内的径向拉应力,去掉起皱。
通过大量生产经验的积累,证明深冲件起皱主要是由于拉伸过程中材料的积累和局部材料运动速度过快造成的。在制定切实可行的解决方案时,我们应该考虑从以上几个方面调整模具的相应机构,这样会取得良好的成效。
金属五金拉伸件在状态稳定且合格率达到匹配要求时,开展焊接匹配验证。开展匹配验证时,金属五金拉伸件的合格率要求为整体合格率>80%,且基准孔及基准面合格。匹配验证时,按照焊接工艺要求的搭接顺序,依次将金属五金拉伸件放置在夹具工装上。
起先在夹具的自由状态(未夹紧时)下进行匹配,检测此时孔、面及制件间的搭接状态,使用间隙尺、塞片等工具进行数据测量;优先排除冲压零件之间及零件与夹具支撑点之间的干涉点;其次,记录金属五金拉伸件与辅助支撑之间的间隙;夹紧状态下,用塞尺检测匹配部位的间隙,结合冲压单件的检测数据,判断问题制件,做出相应整改要求。
