产品系列
PRODUCT SERIES
信息动态NEWS
2024-05-26
2024-05-22
2024-05-18
2024-05-14
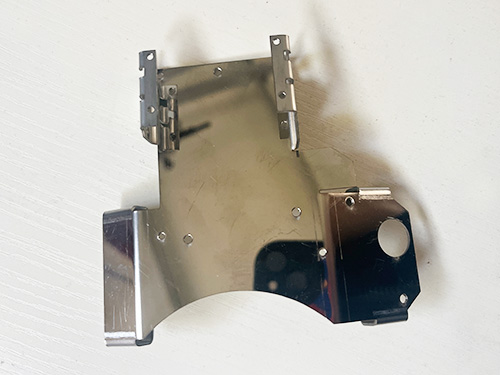


冲压件加工工艺较为复杂,想要确定冲压件的成型效果,在冲压件加工时就需要注意以下事项:
1、当冲压件的断面质量和尺寸精度要求较不错时,可以考虑在冲裁工序后再增加修整工序或者直接采用冲裁工序。
2、冲压件加工的工序数量与材料性质、拉深高度、拉深阶梯数以及拉深直径、材料厚度等条件有关,需经拉深工艺计较才能确定。当拉深件圆角半径小或尺寸精度要求较不错时,则需在拉深后增加一道工序。
3、工序数量的确定还应符合企业现有制模能力和冲压装备的状况。制模能力应能确定模具加工、装配精度相应进步的要求。否则只能增加工序数目。
4、为了进步冲压件工艺的稳定性偶然需要增加工序数目,以确定冲压件的质量。例如弯曲件的附加定位工艺孔冲制、成形工艺中的增加变形减轻孔冲裁以转移变形区等等。
5、冲压件的工序数量主要取决于其结构形状的复杂程度,根据弯曲角的数目、比较位置和弯曲方向而定。当弯曲件的弯曲半径小于允许值时,则在弯曲后增加一道工序。
6、冲裁形状简单的冲压件,采用单工序模具完成。冲裁形状复杂的工件,由于模具的结构或强度受到限制,其内外轮廓应分成几部分冲裁,需采用多道冲压工序。
7、冲压件应选用用的冲压加工油,菜籽油和机械油、循环油等非用油品中并不含有适用于冲压的添加剂成分,会造成工件精度下降、起毛边毛刺、表面坑洞破损等质量问题。
冲压件加工中的工序数量与材料的性质、冲压高度、冲压阶梯以及冲压直径、材料厚度等条件相关;冲压件清洗工艺有碱液清洗、溶剂清洗,表面活性剂清洗等化学清洗法;冲压件镀层与基体的附着力是确定电镀产品质量的关键,基体材料在电镀前,表面会存在各种污物,例如(切削液,润滑液,抛光膏等)。基体材料表面的洁净度直接影响电镀层的附着力,粘有油污的表面需要清洗。
冲压件生产工艺中的基本工序包括了四种:局部的成形、弯曲、冲裁以及拉伸这四个成形工序。冲压工艺中的冲裁工序能够的分离板料;板料经过冲压工艺能够形成角度的工序称为弯曲;能够根据冲模的形状,对板料进行加工使之称为空心的零件,以便进一步加工制造的工艺称为拉伸;而局部成形的工艺则是通过冲压工艺进行局部塑性的工序。
将材料根据其特点进行分离和成形的工序。分离工序:材料经过冲压的力量,发生变形的部分已达到大的,材料发生了断裂从而出现分离的情况。分离工序也可分为剪切工艺、冲孔工艺以及落料工艺等等,他们的目的就是在进行冲压的时候,冲压能够随着板料的变现进行分割。
成形工序:是毛坯料在受到冲压力的时候,受到力的作用发生了变形的材料,进行塑性等一系列过程,终成为规格标准中的合格零件。冲压工间的成形工艺包含了缩口工艺、翻边工艺、弯曲工艺等,其目的是材料能够在没有被破坏的前提下,发生塑性、变形、改造以及弯曲等过程,终成为要求条件下的冲压零件。
在日常生产中,会遇到冲压件的冲孔尺寸偏大或偏小(有可能超出规格要求)以及与凸模尺寸相差大的情形,除考虑成形凸、凹模的设计尺寸、加工精度及冲裁间隙等因素外,还应从以下几个方面考虑去解决。
一、凸模刃口端部形状。如端部修出斜面或弧形,由于冲裁力减缓,冲件不易产生翻料、扭曲,因此,冲孔尺寸会趋大。而凸模端部为平面(无斜面或弧形)时,冲孔尺寸相对会趋小。
二、冲切刃口磨损时,材料所受拉应力增大,冲压件产生翻料、扭曲的趋向加大。产生翻料时,冲孔尺寸会趋小。
三、对材料的强压,使材料产生塑性变形,会导致冲孔尺寸趋大。而减轻强压时,冲孔尺寸会趋小。

